
Densification of 3D Printed Parts
@Raphaël Côté
3D printing by Material Extrusion (MEX) allows metal parts with complex shapes to be produced from metal powder-filled polymers. However, this process often faces problems with interlayer voids, ultimately affecting the density and mechanical properties of the parts. Over-extrusion strategies are often used to eliminate these defects, but this approach generates further dimensional problems in the parts. This study proposes a solution using an overlap technique that results in a full-density part with few dimensional deviations. Stainless steel powder combined with a wax-based binder forms the printing material for square prisms printed with variable overlap ratios and layer heights. Results show that an overlap of only 5% reduces defects, and an overlap of 15% to 20% eliminates interlayer voids and increases dimensional accuracy. However, excessive overlap (> 25%) introduces macroscopic defects, compromising part quality. Keywords: Additive manufacturing, material extrusion, highly filled polymer, density, defect
Material Extrusion (MEX) Additive Manufacturing
Additive manufacturing by material extrusion of metallic-based feedstock is a four-step manufacturing sequence used to produce a dense metal part (Figure 1). First, the metallic powder is mixed with a polymer binder in a liquid state to achieve a homogeneous feedstock. The second step is to print this powder-binder feedstock layer by layer to form the desired shape. Once the binder has solidified, the result is a part with the desired geometry, but still containing a certain proportion of binder. The third step, called debinding, is a thermochemical process that removes the binder from the part. Finally, sintering the part densifies the powder skeleton until a compact metal part approaching the theoretical density of the material is obtained. One major problem is that the interlayer voids produced during the printing stage are too large to be filled during sintering. The result is a metal part with porosities that affect its mechanical properties.
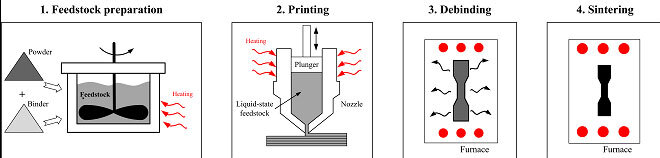
Figure 1: Manufacturing sequence for a part by material extrusion
Overlap Strategy
The beads deposited by the extrusion system exhibits an oblong shape, as the material is constrained between the table and the nozzle during the deposition stage. During subsequent deposition phases, this oblong shape creates a linear gap between layers at the intersection of four beads, as shown in Figure 2a. The poor accuracy of deposition is mainly due to the cutting software, which schematizes oblong cross-sectional shapes of the deposited layers in a rectangle of equal area, as shown in Figure 2b.
To minimize or eliminate rhomboid voids between layers, an over-extrusion approach is generally used in MEX. This popular and widespread technique involves using a higher extrusion flow rate than the required theoretical value. This forces the molten material to fill the voids, but experiments have shown that this approach adversely affects the dimensional accuracy of printed parts.
The new approach proposes to minimize or avoid the formation of rhomboid voids is to set the flow multiplier to 100% (i.e., applying no over-extrusion) and to force an overlap contact between the current bead and the previously deposited bead, as illustrated by the white arrow in Figure 1c. In this extrusion approach, the deposition method is completely different, as the molten material is intentionally extruded with the previous lateral bead using a geometric overlap (e.g., previous bead #5 in Figure 1c). This approach forces the material first to fill the quarter-rhomboid void, then to flow freely over the unconstrained direction, as shown by the black arrow in Figure 1c.
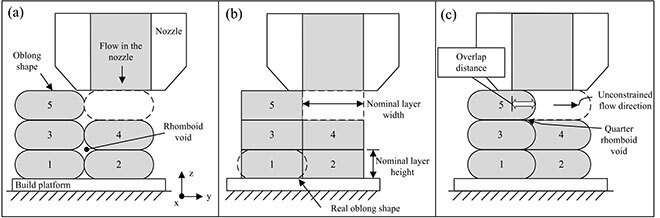
Figure 2: Schematic representation of the beads in the printing process: (a) actual oblong shape of the beads, (b) schematic rectangular shape of the beads from the cutting software and (c) beads deposited with the overlap strategy.
Experimental Strategy Validation
The maximum achievable density was obtained using an overlap ratio of 10% and 15% for layer heights of 0.1 and 0.2 mm, respectively. This density is approximately 99% of the printed material density. Based on the true oblong shape of the beads, this increase in density was explained geometrically and confirmed through scanning electron microscope observations.
The influence of this overlap strategy on part dimensions was assessed using a three-dimensional measuring machine (CMM). For both layer heights, an overlap ratio between 15% and 25% minimized planar deviations on the parts. Higher overlap ratios (i.e. > 25%) cause macroscopic defects, which in turn diminish part quality. This study confirms that using an overlap ratio between 15% and 25% is highly effective in eliminating the interlayer voids commonly found in MEX-printed parts, while minimizing dimensional deviations.
Feature article: (Côté et al., 2023)
Côté R., Demers V., Demarquette N. R., Charlon S. and Soulestin J., (2023) A strategy to eliminate interbead defects and improve dimensional accuracy in material extrusion 3D printing of highly filled polymer. Additive Manufacturing, 68, 103509. https://doi.org/10.1016/j.addma.2023.103509


